









Robust Pre-Treatment
Incorporates customized multimedia, carbon, or UF pre-treatment to handle fluctuating feed water turbidity and protect downstream RO membranes.
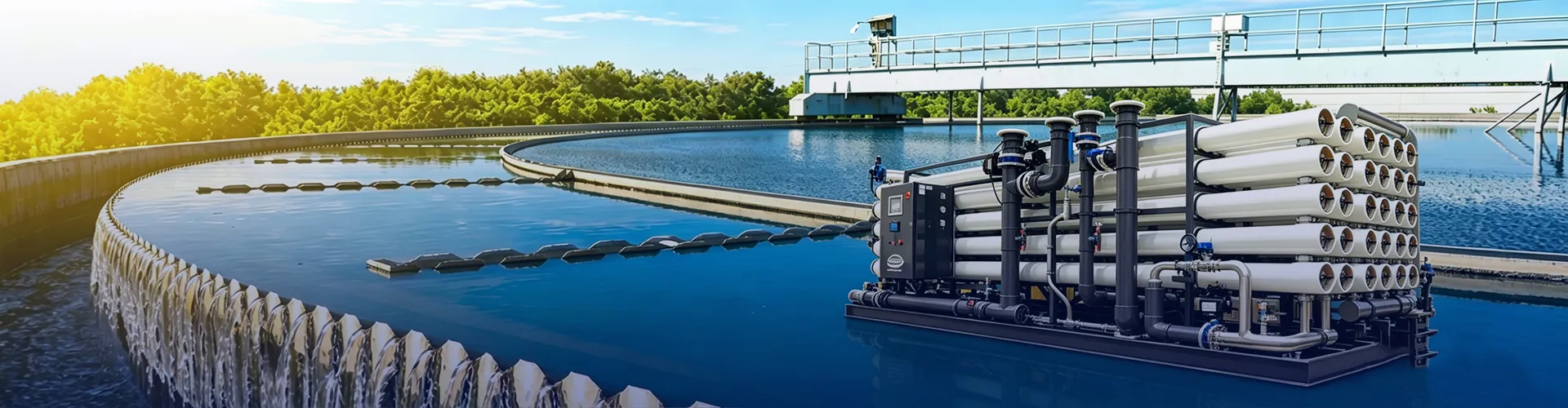
An industrial pure water treatment plant is a comprehensive, multi-stage purification system designed to convert raw feed water (municipal, well, or surface water) into high-purity process water. These turnkey plants integrate advanced technologies—including multimedia filtration, ultrafiltration (UF), reverse osmosis (RO), and electrodeionization (EDI)—to systematically remove suspended solids, dissolved salts, organics, and pathogens. Engineered for large-scale and continuous operation, our pure water treatment plants deliver reliable water quality that meets the stringent requirements of power generation, manufacturing, and pharmaceutical industries, ensuring operational stability and product consistency.

Our turnkey pure water treatment plants integrate advanced RO and EDI technologies to deliver continuous, high-purity process water tailored to your specific industrial requirements.



Investing in a professionally engineered pure water treatment plant ensures that your facility’s most critical resource—water—never compromises your production quality or equipment lifespan.
Customized Integration: Designed to match feed water and treatment targets.
Reliable Operation: Built with industrial components for stable performance.
Scalable Capacity: Modular design supports future expansion.
Automated Control: Enables monitoring and easier operation.
Lower Lifecycle Cost: Helps reduce energy use and maintenance needs.
From conceptual design to final commissioning, our pure water plants provide a robust, automated, and cost-effective solution for securing your industrial water supply.

Incorporates customized multimedia, carbon, or UF pre-treatment to handle fluctuating feed water turbidity and protect downstream RO membranes.
Utilizes advanced membrane arrays and variable frequency drive (VFD) pumps to maximize water recovery rates and minimize brine discharge.
Features intuitive HMI touchscreens for automated operation, data logging, and seamless integration with factory DCS networks.
For pharma and food applications, plants can be built with 316L stainless steel, orbital welding, and clean-in-place (CIP) capabilities.
As a factory-based manufacturer, we control membrane fabrication, module assembly, and inspection under a documented quality system.

•Consistent membrane fabrication and module assembly.
•Inspection and integrity testing before shipment.
•Stable batch-to-batch performance for project consistency.
•Support for customized module dimensions and configurations.
This manufacturing control helps EPC teams and operators reduce uncertainty during installation and commissioning.
Discover real water treatment projects across different applications, showing our experience in membrane systems, purification processes, and wastewater solutions.

A containerized drinking water treatment system for deep well water with nitrate removal and blended water production.

UF and RO systems were used to treat well water and produce stable drinking water.

A large UF system designed to meet RO feed water requirements for downstream treatment.
Pure water treatment plants are commonly integrated into the following solutions:
.webp.webp)
We support your site team during start-up and commissioning preparation, including:
We start with a detailed raw water analysis (water quality report) and your specific treated water requirements (flow rate, conductivity, application). Based on this data, our engineers design a customized process route, selecting the appropriate pre-treatment, RO, and polishing technologies.
A single-pass RO system pushes water through the membrane once, typically achieving 98-99% salt rejection. A double-pass RO system takes the purified water from the first pass and runs it through a second set of membranes, resulting in exceptionally high purity water (often <5 µS/cm) required for sensitive industries.
Yes. All our industrial pure water plants come with PLC-based control panels and HMI touchscreens. They can automatically manage start/stop sequences, backwashing, membrane flushing, and alarm monitoring, requiring minimal manual intervention.
Share your project requirements and our team will recommend a suitable plant configuration and integration approach.